
丹後ちりめん織元 株式会社ワタマサ
[vc_row css_animation=”” row_type=”row” use_row_as_full_screen_section=”no” type=”full_width” angled_section=”no” text_align=”left” background_image_as_pattern=”without_pattern”][vc_column width=”1/6″][/vc_column][vc_column width=”2/3″][image_with_text_over icon_size=”fa-lg” image=”695″ title=”丹後ちりめん織元 株式会社ワタマサ” title_size=”24″ image_shader_hover_color=”rgba(0,0,0,0.01)”][/image_with_text_over][vc_empty_space height=”60″][vc_column_text]与謝野町の岩屋区、近代的な鉄骨の建物が建っている。ほとんどの機屋が昔ながらの日本家屋なので、ちょっと驚く。「ひらく織」メンバーの渡邉正輝が専務を務める「株式会社ワタマサ」を訪問した。入ってすぐの事務所はカーペット敷き、そこかしこに反物が積まれ、部屋の真ん中では男性が昔ながらの木製の台を使って検反をしている。後から番頭さんだと教えてもらった。番頭さんって、あの、江戸時代の版画の呉服屋さんに描かれている、、、現代で番頭さんに出会うなんて。いや、単にカタカナの職業名に取って代わられただけなんだろうな。

機屋の日常風景には伝統産業の趣が残っていて、それを垣間見れるのも視察の醍醐味。案内をしてくれた正輝さんは通称「センム」。若手事業者のなかでも、着物を着こなし(機屋さんって、実はほとんど着物を着ていない。機屋あるある)、展示会を開き、眼光鋭く、一歩先行く存在。ちなみにお子さんは3人。全員のお名前に糸偏がついている!

来客用テーブルの上にはスティック状のパッケージが並ぶ。銀の箔押しで「WATAMASA」のネーム入り。コスメのボトルでも入っていそうな外観で、中身は半衿。白生地の反物を引き出すようなイメージで広げると、それはとても美しい柄が入り、エレガントな印象。本物の反物と違うのは、サイズと合格印だ。通常の白生地は加工場で合格印を押されるけれど、顔料がこすれてしまうので止めたそう。洗える正絹、擦れ防止付きで機能もばっちり。ひと催事で一日47枚も売れた。こう書くと襟屋さんのようだけれど歴とした丹後ちりめんの織元だ。
「株式会社ワタマサ」
大正七年に創業し、平成3年に株式会社化。曽祖父の時には従業員が150名を超え、鳥取や島根からも働きに来ていた。昔からものづくり産業が盛んなのは日本海側なのだから、うなずける。あまりに多くの若者がくるので夜這いもあって、誰が誰のところに行ったなんで噂話が飛び交ったらしい。昔の機屋あるある。

話を戻すと、従業員はやがて独立して出機制になり一時期は内機を持たなくなったが、サンプル用にと新しく工場を設け、現在の内機は34台。量産は出機でするつもりだったが、時代とともに反数と出機が減ったこともあって自宅にも生産用の18台を導入。現在は、サンプル工場の16台も主戦力になっている。試作も多いが主に生産を主体として稼働中。ほかに整経場、撚糸場があり、出機は2台×2軒の合計4台。工場と自宅とを行き来する間にも、大きなお屋敷の横を通っては「ここも機屋だった」「あそこが◯◯の工場だった」と教えてくれた。この辺りにはいくつも大きな機屋があったが、基本的には個人事業者が多く、企業というものはほとんどなかったそうだ。これは丹後機屋あるある。

高岡さん曰く、「この規模が残っているのがすごい」と。何故なら、機織り業界が傾いたとき、一貫生産しているところから潰れてしまったから。自家撚糸の内機形態で品質がよいけれど高コスト体制、値段も高い。すると、染屋や問屋が求める品質とコストのバランスが厳しく、100円単位の攻防で安い方に流れてしまったのだ。ワタマサが生き残ったのは設備投資をしてきたからだと言う。単なる生活費の収入や金儲けではなく、「製造業」としてのめり込んだからと正輝さん。ちなみに、潰れた機屋は女・土地・車にお金をつぎ込んでいたところが多いらしい。廃業した機屋あるある。

現在の従業員は家族を含め14名。番頭さん1人と番頭見習いが1人、機場では準備工程の整経士が1人。専属の仕事はあるけれど、何でも出来るように手があいたら撚糸も行う。織子さんも筬入れ、糸繰り、経つなぎなど何でもこなす。新しく入った織子さんは糸繰り、管巻きを覚え、機場のタイミングにあわせて製織を始める。その期間は半年から2年など幅があり、現在1番若い人は31歳、年代は3〜40代が多い。

節取りや機織りなどマルチにできるベテランさんは66歳。40歳で入社する前にも他の機屋で織っていた。この頃からリーマンショックまではほとんどベテランさんしか来なかった。若い人が来てくれるようになったのはリーマンショックから今から2年ぐらい前までだと言う。しかし人材不足で、ハローワークで求人をしてもなかなか人が来ない。続かない人は半年から3年ぐらい、結婚や体調不良等の理由でやめてしまう。そもそも20代だと転職するという選択肢がある。ちなみに採用条件は正社員で8時半から5時半出勤、間に1時間休憩、時々も休憩があって土曜は残業扱いで出勤、日曜祝日は休み。

もともと女性の多い職場なので地域や家庭の用事で休み易いように時給制をとっている。今までの経験上、機織がしたいと夢見てきた若い人の方が続かなくて、単純に働く選択肢の一つで条件などをみて来た人の方が続く場合が多い。正直、一番技術が身に付く人は子を産み終わってこれから子育てにお金を稼がないといけない人。子供も手を離れているので、真剣に仕事をしに来る。そういう人に来て欲しいし、そういう人に高い給料を払える会社にしたい。できる人に給料を払えれば、今後の若い人のポテンシャルにも繋がり良い循環が生まれる。そこがこれからの課題。

そして製造現場へ。まずは自宅にある準備工程、整経、製織を見に行く。自宅といっても何棟も工場が続く立派な工場。案内されて2階へ。綛(かせ)の下漬けが終わった後の乾燥場になっている。部屋いっぱいに干された生糸。高岡さんが量を目算し始める。「1日の生産量33反。1反は約1キロだから一ヶ月で750キロ、12、3俵か〜」生産量の規模、原材料の準備、その工程にかかる手間暇、そこにパッと着目するのはやはり機屋で自営業者だなと思う。窓を開けはなった部屋で自然乾燥される生糸。価格が妥当で品質もよければ、乾燥撚糸も購入して使うことがあるとのこと。ちなみにワタマサが使っている生糸は21、27、31、42中。

1階の撚糸場に移って、設備と工程の説明が始まる。撚糸工程は撚糸屋さんではなく、糸屋さんに頼むことが多い。さらに撚糸屋さんよりも機屋さんの方が撚糸をちゃんとしているように思うらしい。最終工程に近ければ近いほど精度が上がるのは、次工程が見えているからかな。平経(撚りのない経糸)や一部の商品はブラタクの生糸を使用している。恥ずかしながらブラタクを知らなかった私。あとから調べると、「ブラジル拓殖組合」のことで、日本の品種のお蚕さんから生糸を生産する世界最高の工場。高岡さん曰く、「経産省の人がすべての種(お蚕さんの卵のこと!)は日本からでき出ていると言っていた」らしい。工場には何種類もの機械が並ぶ。アップツイスター、イタリー式、カバーリング撚糸機、そして八丁撚糸機。

それぞれの機械の特徴や用途を教えてくれる。「コマ糸を買って追い撚りをかけたり、合わせたり」「撚糸はボビンから糸が出る位置によってテンションが変わるから、小さいボビンに巻いて撚りムラを減らす」「このカバーリング機でラメ糸やカベ糸を作る。ちなみに八丁撚糸にもカバーリングできる」「こっちは金銀糸を作る用」「これは地緯に上撚りをかけたり、追い撚りを500回転かけたりする時の」「今撚っている糸は1メーター2,900回転位かな」高岡さんのテンション上がりっぱなし。

部屋の端まで歩くと、タオルをかけられた三輪式八丁撚糸機が並んでいた。「八丁は20年ぐらい動かしていない、機の台数も減ったしジャカードだからあまり使わなくなって」色あせたキャラクターが懐かしかった。「しぼのあるちりめんを織っていたのですか?」と質問すると「うちは細い番手でシボの上がらない八丁撚糸を作って、ストレッチ性のある生地を織る時や袋組織を使って生地を膨らませる時に八丁撚糸を使っている」と言って、後からその生地を見せてくれた。

一見すると普通の白生地、そこから伸びること!ぐい〜っと引っ張っても薄くならずしなやかに広がる。ゴムじゃなくて糸自体をひねることで伸縮性が生まれる。この世界では当たり前のことだけど、あらためて不思議すぎる。工場ではペダル付きの検撚機を発見して高岡さん更にテンションアップ。自分のところで撚糸した時に確認用に使うもの。

全体的に特殊な織物が増えて、その分自家撚りの割合分も増えている。正輝さん「生糸の箱に昔登って遊んだな〜」高岡さん「うちでは出来なかった、それは金持ちの機屋あるある!」

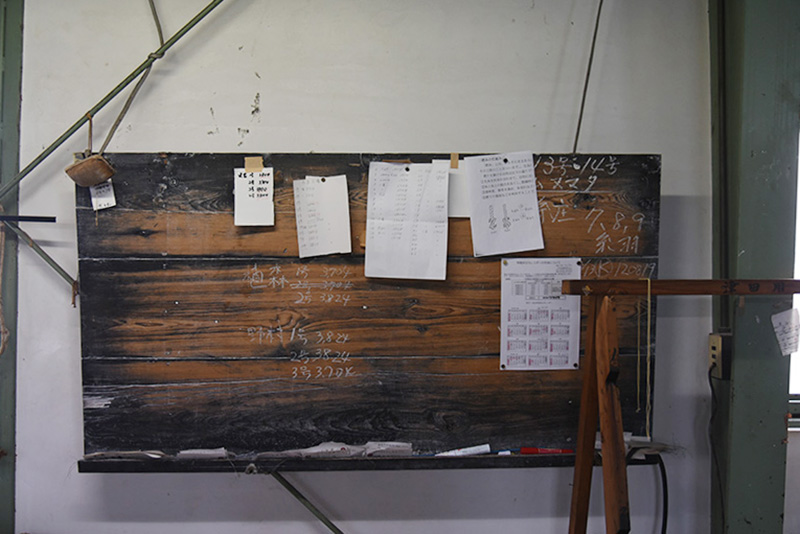
次は整経場へ。入ってすぐに「鉄筋だで〜」高岡さんがボソリと呟く。なるほど天井には鉄筋が見える。丹後の機屋はほとんど木造なんだなと再認識。機械は3台あって「撚糸、コマ経、モロ経」「平経」「先染め」用になっている。この設備が小ロット生産を支えている。部屋にかかっていた黒板は長年の仕事で木地が見えて、どれほどの整経を、織物を生み出してきたのか。積み重ねてきた時間を感じた。
最後にようやく製織現場へ。16台の織機の機拵えを教えてもらう。「これは丹後でメジャーな機拵え「1釜松葉」」「「千八(センパチ)の8伏」は西陣でメジャーな機拵え」「こっちは丹後で多い900口ジャカードの倍、1,800口ジャカードの機。1,800口ジャカードに経糸1,800本を通し、それを1釜にして自由に経が上がる拵えにしてある、経が少ないと安いと見られがちだけれどもそうでは無い」。

機拵え、空間認識がなかなか追いついていかない。高岡さんは打ち込みと時間の話をしている。例えばワタマサで打ち込みを曲2分間21で織ると一反に8〜9時間かかるそう。高岡さんの機場は無地織なのでもっと回転が早く音が大きい。すると、背中におぶった櫂君は「140回転から泣くということか」と妙に納得していた。

「紋紙はどこで作っているんですか?」という質問に、にわかに正輝さんの目が光った。データは温江の紋紙屋さんに頼んでいて、もし自社でデータを作るなら専用の人が必要。素人の付け焼刃では無理。それに紋紙を作る知識量やセンスは一筋縄にはいかないから、と熱が入る。まさしく「織物の要」とも言える中枢なのだ。「紋紙屋さんはデザイナー」正輝さんとも柴田織物の柴田さんとも一致した意見。どの組織をどう組み合わせるのか、糸は、撚りは。それは二次元の意匠デザインをどう表現するかの腕の見せ所!艶や立体感の出し方という技術と経験の積み重ねに、なんといっても組織の使い方にセンスが出る!自分が織るようになってひしひしと感じる魅力でもあり、正念場でもある。テキスタイルデザインをしていくということは、デジタル紋紙屋になることじゃないかとさえ思う。

ワタマサの取引先はここ5年で200件ほど増加。展示会に参加し、小売店と付き合うようになってから件数が増えた。京都市内では6年前から年に1回のペースで単独の新作お披露目展を開催。これは丹後の機屋としては恐らく初めてのこと。最近では烏丸三条にある「KUSUKA SHOP」にて他産地のメーカーと合同展示会を開き、製品を発表。次第に業者間の認知度が上がり、こちらから営業に行かなくても済むようになったというからすごい。

正輝さんは大学卒業後に京都室町にある大きな問屋で修行を積む。商売や取引の仕方について広く全部のことを見られて、安いものから高いもの、作家に頼むもの、産地で言えば米沢から沖縄まで、小さな呉服屋さんから多店舗展開のナショナルチェーン店まで小売りの現場を見て学ぶ。そこでは、商品リスクは少ない割に利益をとっているように思った。そして丹後に戻ったとき、「機屋はこれだけ手間暇かけて、こんなに儲からないのか」と危機感を覚えた。糸にも紋紙にも人にも設備にも先行で費用がかかってしまう。以前はワタマサも昔ながらの下請け体制だった。しかし注文が少なくなり、サンプルをこちらで作るようになり、話をするようになり、やがてコントロールするようになった。父の代から提案型営業をしてきだのだ。そうすると、自然と自販へシフトしていく。自販だと安くは売れない。設備投資や人件費などを考えて、小ロット対応や単価の取れる珍しいもの、先染めの製品化を進めていった。よその廃業でまとまった仕事も入ったり。悲しい機屋あるある。

自販に注力してはいるが、現在でも圧倒的に業者への下請けが多いし、どこまでいっても機屋は下請けが本業。発注がきているのは、修行時代からの人の縁や他産地メーカーとの交流から人脈が広がって、設備と資産財務がしっかりして、安心して仕事を任せられると言うイメージを持たれているというのも大きいだろう。自販商品はアイテム数が多く、例えば着尺の注文が少なくなっても違う帯揚などのアイテムにシフトしたりして、無理に安く売らなくてもいいシステムになっている。時勢と市場全体の動きを見て、流動的に生産体制を調整できるように。

今後はどんなものができるか、開発にも力を注ぐ。他と同じものを作っていてもしょうがないし、市場が受け入れてくれない。値段も数もあげるとなると品質も実用性も「それなりのもの」でないと。修行時代の経験が活きてくる。これからは絹だけではなく耐久性もある綿に挑戦したいと教えてくれた。丹後は高級ゾーンばかりなので裾野を広げたい。そのためには機場も新しく必要、そして経緯を使って織れる浴衣が作りたいと。これだけ設備と技術をもつ機屋が作る浴衣、とってもとっても楽しみだ。
[/vc_column_text][/vc_column][vc_column width=”1/6″][/vc_column][/vc_row][vc_row css_animation=”” row_type=”row” use_row_as_full_screen_section=”no” type=”full_width” angled_section=”no” text_align=”left” background_image_as_pattern=”without_pattern”][vc_column][vc_empty_space height=”50px”][vc_btn title=”<” style=”flat” shape=”square” align=”center” custom_onclick=”true” custom_onclick_code=”history.back()”][/vc_column][/vc_row]